2015 год 10 см в кубе за час (принтер до 100 т.р.) точность печати до 1 мм 2016 год 20 см в кубе за час (принтер до 70 т.р.) точность печати до 0,5 мм 2017 год 30 см в кубе за час (принтер до 50 т.р.) точность печати до 0,3 мм
Скорее всего в будущем скорость печати будет расти, цена снижаться, а точность повышаться. Как я понял вы хотите печатать платами, то есть что бы условно все пространство 3D принтера было занято пластиком, тогда для минимального принтера это 120х120х120 мм или в см это будет 1728 см в кубе. Это будет 10 плат, ну или десять фигурок в разобранном виде с дополнительными битцами. Выкидываем условно полые детали и свободное пространство и снижаем объем до 600 см в кубе. То есть к такому мы придем лет через 50 с учетом линейного развития и минимального ускорения прогресса.
НО это мы все говорим про одну печатающую головку, а если их будет две, а если три? Более того сейчас у нас в России начинают производить 3D принтеры, то есть стоимость будет падать еще ниже, поэтому доступность нормальных принтеров будет для народа только расти.
Поэтому уже совсем скоро (как мне кажется лет 15-20 не более того) 3D печать уже будет спокойно конкурировать с литьем на классическом заводе! Если конечно не придумают новый способ лить...
Нет я буду и хочу именно сейчас и именно сегодня заниматься этой тематикой, потому что лет через 20 такие принтеры будут вполне обычным явлением и ни у кого восхищения вызывать не бдут, как сегодня не вызывают восхищения обычные принтеры!
Петян написал(а):
А сейчас, в данный конкретный временной период промышленная 3D печать нерентабельна.
С чего вы это взяли, со слов конструкторов Звезды? Да для них самым рентабельным будет сделать пуансон и матрицу на фрезерном станке с ЧПУ, а потом полимерными гранулами под давлением в расплавленном виде толкать в эти матрицы пластики и пластмассы. Но если им предложить ваять фигурки из зеленки, а потом их тиражировать как вы с помощью силиконовых форм, то они разораться быстрее чем если будут печатать миниатюры на современном 3D принтере.
Хотя это все вилами по воде, любая теория или гипотеза подкрепляется фактами, а факты такие: Звезда не использует сейчас именно те технологии, которые закладываю я, более того они по-моему вообще отошли от производства варгеймов, ну только великая отечественная и хот вар...
Ну вообще конечно лучше что бы солдатики из принтера выходили без дальнейшей обработки напильником! А так если для себя или для друзей или для небольшого числа потребителей, то можно и обработать после печати, но немного.
Ну вообще конечно лучше что бы солдатики из принтера выходили без дальнейшей обработки напильником! А так если для себя или для друзей или для небольшого числа потребителей, то можно и обработать после печати, но немного.
Для друзей и для себя можно вообще вылепить миниатюры самому или тиражировать копированием с помощью самого дешевого эпоксидного клея и пластилиновых формочек, именно так как делают тут некоторые люди
А 3D принтер должен как раз снизить ручной труд человека, особенно напряжный в массовом производстве, ну или хотя бы крупносерийном!
Я не решусь, просто если брать хороший то он влетит тысяч в сто, а за сто тысяч я столько себе куплю миниатюр, даже ваховских, уйму!
Вот если покупать с другом или с компанией друзей, и печатать не только себе, но и на продажу, ну что бы принтер хоть на 10%-50% в год окупиться мог, тогда это уже дело, а так для себя - это будет просто очень дорогая игрушка, пока!
Классификация 3D принтеров (7 технологий 3D печати)
На хабре уже были статьи о технологиях печати, которые используют 3D принтеры, однако в данной статье я постарался подойти к вопросу системно, чтобы в голове у читателя сложилась четкая картина о том, какие принципы заложены в технологии 3D печати, какие материалы используются и в конечном итоге какую технологию лучше использовать для получения определенного результата, будь то деталь из титана, или мастер-модель для последующего тиражирования.
I. Те которые что-то выдавливают или выливают или распыляют
1) FDM (fused deposition modeling) принтеры которые выдавливают какой-то материал слой за слоем через сопло-дозатор, не буду расписывать подробно, мы про них все знаем. Все мэйкерботоподобные принтеры + принтеры Stratasys + различные кулинарные принтеры (используют глазурь, сыр, тесто) + медицинские которые печатают “живыми чернилами” (когда какой-либо набор живых клеток помещается в специальный медицинский гель которые используется далее в биомедицине)
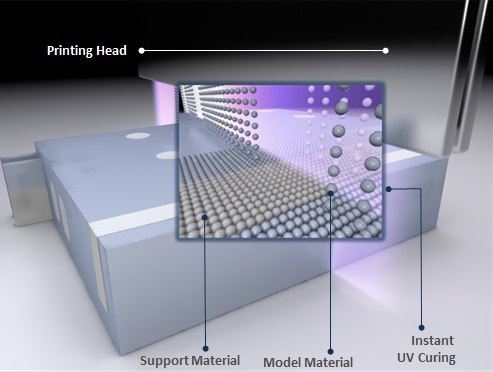
2) Технология Polyjet , была изобретена израильской компанией Objet в 2000 г. в 2012 их купили Stratasys. Суть технологии: фотополимер маленькими дозами выстреливается из тонких сопел, как при струйной печати, и сразу полимеризуется на поверхности изготавливаемого девайса под воздействием УФ излучения. Важная особенность, отличающая PolyJet от стереолитографии, является возможность печати различными материалами. Преимущества технологии: а) толщина слоя до 16 микрон (клетка крови 10 микрон) б) быстро печатает, так как жидкость можно наносить очень быстро. Недостатки технологии: а) печатает только с использованием фотополимера — узко-специализированный, дорогой пластик, как правило, чувствительный к УФ и достаточно хрупкий.
Применение: промышленное прототипирование и медицина
3) LENS (LASER ENGINEERED NET SHAPING) Материал в форме порошка выдувается из сопла и попадает на сфокусированный луч лазера. Часть порошка пролетает мимо, а та часть, которая попадает в фокус лазера мгновенно спекается и слой за слоем формирует трехмерную деталь. Именно по такой технологии печатают стальные и титановые объекты. Поскольку до появления этой технологии печатать можно было только объекты из пластика, к 3D печати особенно серьезно никто не относился, а эта технология, открыла двери для 3D печати в “большую” промышленность. Порошки различных материалов можно смешивать и получать таким образом сплавы, на лету. Применение: например, титановые лопатки для турбин с внутренними каналами охлаждения. Производитель оборудования: Optomec
4) LOM (laminated object manufacturing) Тонкие ламинированные листы материала вырезаются с помощью ножа или лазера и затем спекаются или склеиваются в трехмерный объект. Т.е. укладывается тонкий лист материала, который вырезается по контуру объекта, таким образом получается один слой, на него укладывается следующий лист и так далее. После этого все листы прессуются или спекаются. Таким образом печатают 3D модели из бумаги, пластика или из алюминия. Для печати моделей из алюминия используется тонкая алюминиевая фольга, которая вырезается по контуру слой за слоем и затем спекается с помощью ультразвуковой вибрации.
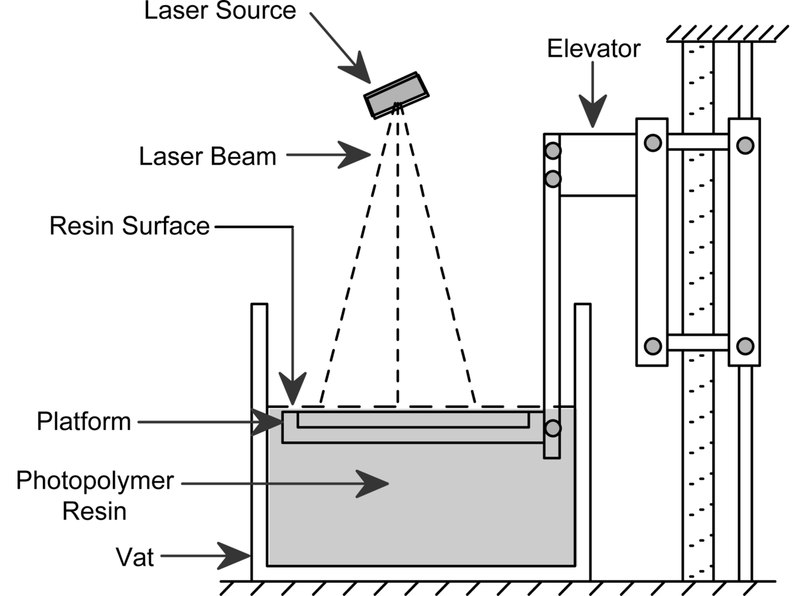
1) SL (Stereolithography) Стереолитография. Есть небольшая ванна с жидким полимером. Луч лазера проходит по поверхности, и в этом месте полимер под воздействием УФ полимеризуется. После того как один слой готов платформа с деталью опускается, жидкий полимер заполняет пустоту далее запекается следующий слой и так далее. Иногда происходит наоборот: платформа с деталью поднимается вверх, лазер соответственно расположен снизу… После печати таким методом, требуется постобработка объекта — удаление лишнего материала и поддержки, иногда поверхность шлифуют. В зависимости от необходимых свойств конечного объекта модель запекают в т.н. ультрафиолетовых духовках. Фотополимер зачастую бывает токсичным поэтому при работе с ним нужно пользоваться средствами защиты и респираторами. Содержать и обслуживать такой принтер дома — сложно и дорого Преимущества: быстро и точно, точность до 10 микрон. Для спекания фотополимера достаточно лазера от Blu-ray проигрывателя, благодаря чему на рынке появляются дешевые при этом точные принтеры работающие по такой технологии (e.g. Form1).
2) LS (laser sintering) Лазерное спекание. Похоже на SL, только вместо жидкого фотополимера используется порошок, который спекается лазером. Преимущества: а) менее вероятно, что деталь сломается в процессе печати, так как сам порошок выступает надежной поддержкой б) материалы в порошковой форме довольно легко найти в продаже в том числе это могут быть: бронза, сталь, нейлон, титан Недостатки: а) поверхность получается пористая б) некоторые порошки взрывоопасны, поэтому должны храниться в камерах, заполненных азотом в) спекание происходит при высоких температурах, поэтому готовые детали долго остывают, в зависимости от размера и толщины слоев, некоторые предметы могут остывать до одного дня.
3) 3DP (three dimensional printing) Технология изобретена в 1980 году в MIT студентом Paul Williams, технология была продана в несколько коммерческих организаций, одна из которых — zCorp, в настоящее время поглощена 3D Systems. На материал в порошковой форме наносится клей, который связывает гранулы, затем поверх склеенного слоя наносится свежий слой порошка, и так далее. На выходе, как правило, получается материал sandstone (похожий по свойствам на гипс) Преимущества: а) так как используется клей, в него можно добавить краску и таким образом печатать цветные объекты б) технология относительна дешевая и энергоэффективная в) можно использовать в условиях дома или офиса в) можно печатать использовать порошок стекла, костный порошок, переработанную резину, бронзу и даже древесные опилки. Используя похожу технологию можно печатать съедобные объекты например из сахара или шоколадного порошка. Порошок склеивается специальным пищевым клеем, в клей может добавляться краситель и ароматизатор. Как пример, новые 3D принтеры от компании 3D systems, которые были продемонстрированы на CES 2014 — ChefJet и ChefJet Pro
Недостатки: а) на выходе получается достаточно грубая поверхность, с невысоким разрешение ~ 100 микрон б) материал нужно подвергать постобработке (запекать), чтобы придать ему необходимые свойства.
Надеюсь материал будет для вас полезен. Дополнения принимаются.